
Thailand utilizes powder material conveying pumps to support the environmental protection industry
What are the main pollution issues in Thai building material factories?

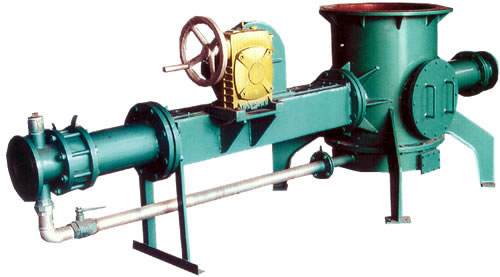
Selection Principles for Powder Material Conveying Pumps
Sure, here is the solution in English regarding the conveyance of powder materials for a building material plant:
---
### Solutions for Conveying Powder Materials in a Building Material Plant
**1. Pneumatic Conveying System:**
- **Description:** Utilizes air pressure to move powdered materials through a network of pipes.
- **Advantages:** Dust-free operation, suitable for long distances, and can handle a variety of materials.
- **Application:** Ideal for transporting lightweight powders such as cement, fly ash, and limestone powder.
**2. Screw Conveyor:**
- **Description:** A rotating screw within a trough moves the powder forward.
- **Advantages:** Simple structure, low operating cost, and continuous feeding.
- **Application:** Suitable for short to medium distances and materials like sand, coal powder, and small grains.
**3. Belt Conveyor with Special Design:**
- **Description:** A conveyor belt designed to prevent dust emissions and spillage.
- **Advantages:** High capacity, flexible layout, and easy maintenance.
- **Application:** Best for dry powders that are not too abrasive, like certain types of minerals or additives.
**4. Vacuum Conveying System:**
- **Description:** Uses vacuum pressure to pull materials through a closed pipeline.
- **Advantages:** Safe and clean transfer, minimizes dust exposure, and can handle sensitive materials.
- **Application:** Suitable for hazardous or toxic powders and when maintaining a clean environment is crucial.
**5. Airslide Conveyors:**
- **Description:** Employs a thin layer of air between the conveying surface and the powder to reduce friction.
- **Advantages:** Gentle on the material, minimal product degradation, and energy efficient.
- **Application:** Works well with fine powders that require gentle handling, such as pigments or chemicals.
**6. Bucket Elevators:**
- **Description:** Continuous loop of buckets attached to a belt or chain moves materials vertically.
- **Advantages:** Efficient vertical lifting, compact design, and high throughput.
- **Application:** Effective for granular materials but can be adapted for powders with proper bucket design.
**7. Gravity Conveyors:**
- **Description:** Relies on gravity to move materials down an inclined plane.
- **Advantages:** No power required, simple construction, and low maintenance.
- **Application:** Limited to situations where the layout allows for a downward slope; not suitable for fine powders due to dust issues.
**8. Vibratory Feeders:**
- **Description:** Uses vibrations to control the flow of materials from a hopper or bin.
- **Advantages:** Precise control over feed rate, reduces bridging and rat holing.
- **Application:** Often used in conjunction with other conveying methods to regulate the input of powdered materials into processing equipment.
**9. Enclosed Conveyor Systems:**
- **Description:** Conveyors enclosed within a sealed housing to contain dust and protect the material.
- **Advantages:** Environmental protection, reduced contamination, and improved worker safety.
- **Application:** Essential for handling toxic or hazardous powders, or when environmental regulations require dust suppression.
---
When selecting the appropriate solution for your building material plant, consider factors such as the type of powder being conveyed, distance, required throughput, environmental regulations, and budget constraints. It may also be beneficial to consult with a conveying system specialist to tailor the solution to your specific needs.
The application of powder material conveying pumps in the field of environmental protection plays a significant role in enhancing environmental conservation and improving the quality of life. With continuous technological advancement and innovation we believe that powder material conveying pumps will be applied in more areas making greater contributions to promoting green development and sustainable growth.